
2017 Presidential Visit
AMMA members visit Glencore’s Mopani Copper Mine in Zambia Copper Belt
This year a group of 25 Managers visited Glencore’s Mopani Copper Mines in Zambia’s copper belt.

As part of the tour, the team had the opportunity to visit the old shafts at Kitwe and Mufulira that go down to a depth of around 1 000m and have been in existence since 1929. In 1969, the mines were nationalized and later privatized again in 1991.

The old shaft structure still in operation while the new shafts are being sinked and prepared for the new operations.
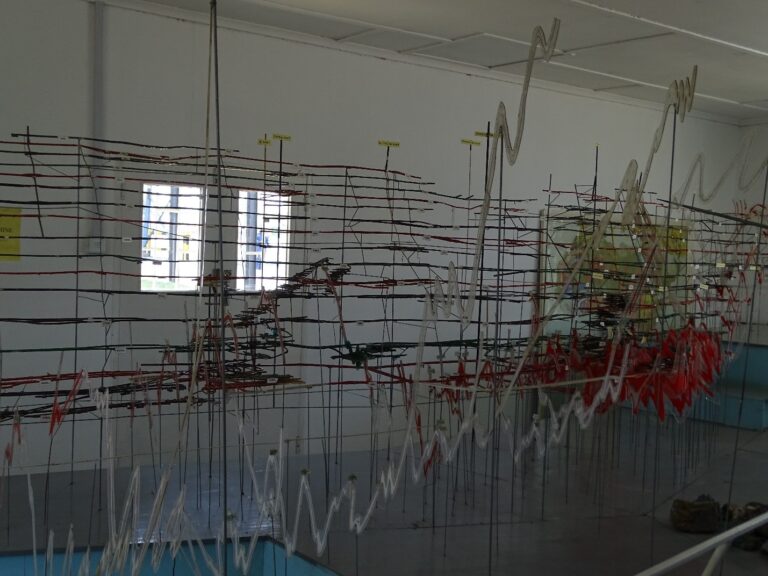
The photo above is a depiction of the orebody (the white line) and the old tunnels in the existing mines (horizontal lines). In 2013, a ten-year plan was put in place to change these old mines into modern high-performance mines. A sinking program was put in place to sink new shafts from surface down to around 2 000m below surface to get access right to the bottom of the orebody.
While the new shafts are being sinked and equipped, mining is still taking place through the old shaft. A link-up between the old section and the new shafts will be made to hoist ore from the old mines through the more efficient and cost effective new generation shafts.
Over the years that these mines have been in operation, the surrounding community has encroached on the mines and thus there is no space to place the winder room at a further distance from the higher headgear like we normally do in South Africa. With the winder room very close to the higher headgear that is required for the increased capacity in the shaft hoisting capability, the angle of the ropes up to the sheave wheels are very steep.
For this reason, the ropes come out of the winder room very high up, requiring a high winder room. The requirement of having such high winder rooms actually have a benefit in the sense that the crawl beam for the overhead hoist can be installed high up. This then allows – if a winder replacement is required – that the whole winder can be lifted, moved over the winder next to it and be placed on a flatbed truck for removal.

From this photo one can get a feel for the size and height of the winder room.
At the time of the visit, the Synclinorium Shaft had just been commissioned and we could see the new shaft structure in operation. The Synclinorium shaft is planned to produce around four million tons of Copper ore per annum.
A new headgear system with floating sheave wheels was also demonstrated, where an automated self-adjusting take-up tower is installed in the headgear. As these shafts will be at around 2 000m single drop, a compensation system is required to take up rope stretch the ore is loaded into the skips and when personnel is loaded into the conveyances. Normally at single drop deep shafts, the winder needs to clutch to compensate for this stretch or a conveyance brake system is required, both taking time to lock and unlock.

This photo is of the new Synclinorium Shaft already in operation. Note the steep angle of the hoist ropes up into the headgear.

New Synclinorium Shaft state of the art hoist room. Fully automated hoisting system when doing rock winding.
At Mufulira, the shaft is ready to be equipped. A mock-up of the steel configuration is on site, where the team required to equip this shaft will be exposed to a look and feel of the steelwork that needs to go into the shaft before they actually start with the equipping. The shaft steelwork is delivered, marked and lying ready in the laydown area.


Mufulira Deeps is planned at 2.4 million tons per annum and is the next mine to come into operation (around mid-May 2018) with Mindola Deeps at 2.6 million tons per annum coming into operation the following year.
To prepare the workers for mining and maintaining the infrastructure for the required tonnages, a state of the art Human Resource Development Centre was built where all the required skills training is conducted. There are more than enough spacious classrooms for theoretical training. There are also on-site workshop areas for practical training. Below are some pictures of these facilities. There are even on-site accommodation facilities where the students that are on longer training programmes can reside on campus during their training period.

Workshop where Artisan training happens for LDVs and other road vehicles.

Workshop where heavy Diesel mine equipment training is conducted.

Workshop where, Fitting, Turning and other metal work training is conducted.
There is also a fully-fledged mock-up mine built on surface where mining learners can get exposed to the mining environment without going underground. The setup is such that the trainee enter the mock-up mine the same as s/he would enter an underground mine. S/he goes through the lamproom area, do all the necessary declarations and testing of equipment, then go into the shaft bank waiting area, take a conveyance down the mine and then end up on a station in the mine. From here the trainee moves around like in any underground mine, with the mock-up infrastructure exactly the same as you would see on an operating mine. The mining training classrooms are also situated inside this mock-up area, allowing for theoretical training and then immediate access to the practical application of the new knowledge.

Surface built mock-up training facility.
All the shafts will also be equipped with underground control rooms. At the mining mock-up training facility a control room is setup that is a mirror image of what will be done underground at the shafts. Thus, as the employees go through their training programme they also get exposed to the requirements, purpose and functions of these control rooms.
As the national grid power supply is not always reliable, backup power is available. In the photo below one can see a 16 cylinder Perkins engine with its associated generator. There are six of these units next to each other. It has the electrical generation capacity to run a full four million tons per annum operation, but it is expensive power. Just to start an engine like this and let it run for 60 seconds takes around 50 liters of Diesel.

We were also in the privileged position to visit the Lower Zambezi over that weekend, where one can get close to nature. Below are just some of the amazing scenes that I was able to capture during the trip.


A big thank you go out to CEO Johan Jansen and Chris Vermeulen, COO of Mopani Copper and former AMMSA Council Member, for making this a very interesting and worthwhile trip. We also thank Murray & Roberts and Redpath Mining – the two major contractors at the new developments taking place at the Mopani Mines.
The value of these Presidential Tours can not be overstated. On this trip we gained a new perspective on transforming older generation shafts into modern, high-performing operations. We also learned some great lessons in Mopani Copper Mines’ approach to Human Resources Development. We look forward to seeing some of these insights implemented at our own South African mines.
Thanks to the companies that allowed their Managers to attend this tour. Also thanks to the sponsors who assisted in carrying some of the costs of hosting an event like this.
Keep a look-out for communications around our 2018 Presidential Tour.
Philip Coetzer
AMMSA President